山东鹏鑫钢铁有限公司
电话:15106358106 李经理
电话:15553681371 王经理
地址:聊城开发区将官屯工业园
厚壁卷管是用厚钢板卷出去的,厚壁卷管前务必了解工程图纸、加工工艺原材料特性等技术标准,挑选适度的厚壁卷管机并明确冷轧卷板、问卷调查還是热轧卷板。
厚壁卷管内孔与轴线的竖直误差不可超过管道直径的2%,且不可超过3毫米。竖直度误差不可超过1.3mm/m。
厚壁卷管的同一筒节上的竖向焊接不适合超过两条,两纵缝间隔不适合低于20厘米。
厚壁卷管组对时两纵缝间隔应超过0.2cm。立管表面距焊接不适合低于0.3厘米。
在厚壁卷管生产过程中,应避免板才表层损害。对有比较严重伤疤的位置务必开展刃磨,使其圆润衔接,且刃磨处的厚度不可低于设计方案壁厚。
清除工作环境,清除不安全要素。
厚壁卷管的生产加工规格型号、规格应合乎设计方案文档和我国的有关规范的要求。
厚壁卷管的纵缝、环缝的焊缝的尺寸不一样,因而卷板前一定要确定里边侧是不是朝上,以确保焊缝方位的准确性。
直徑超过60cm的管路,且壁厚超过0.6cm时,一般应在管道里侧的根处开展机。
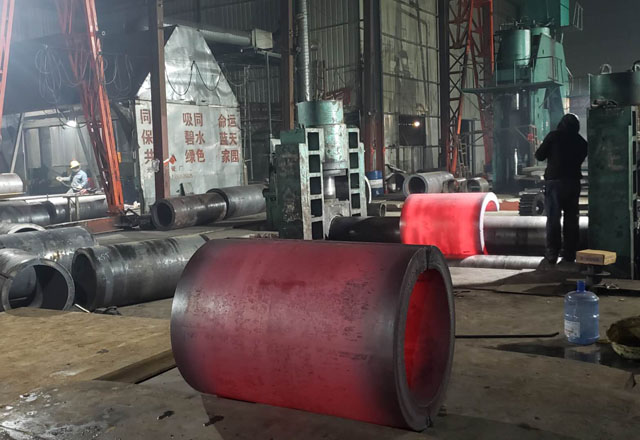
卷园:将加温到750度之上的厚钢板用四辊厚壁卷管机卷做成型。